


Plasma activation from roll to roll
Published: Adhäsion, 03-2015, Springer Fachmedien Wiesbaden
Authors: Dr.-Ing. Dariusz Korec, Dipl.-Ing. Dominik Burger, Dr. Stefan Nettesheim
Read the full article here
The manufacture of composite materials for packaging
If plasma activation is used for composite materials during the production of beverage and food packaging, very high process speeds will be required. However, a continuous process documentation as well as a long service life and short changeover times of wear parts such as nozzles are very important as well. These different requirements are satisfied by the application of a newly developed system.
No one likes to have the screw cap pulled when you open the milk carton spilling the content where it can cause the most damage. Luckily, we know such scenes only from bad movies. In real life you can almost be certain that this isn’t going to happen because modern packaging technology in the food industry works almost perfectly. Behind each packaging details are substantial development efforts as well as a sophisticated technology to ensure the bond between the used materials, for example, between the permeation barrier made of aluminum film and cap made of polypropylene. Atmospheric- pressure plasma is used increasingly to improve the adhesion between different materials in the packaging industry. A sophisticated plasma technology is not required in order to master the high cycle times or conveyor speeds during the manufacture of the packaging. It is the process reliability and the reproducibility that play a very big role in this.
A whiff of mist
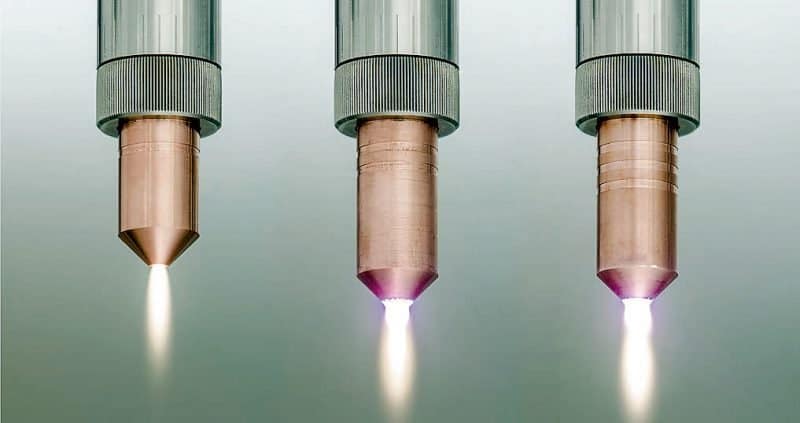
Figure 1: The wettability of the surfaces can be optimised thanks to different nozzle models (from left to right: Atmospheric
plasma jets with increasing power density inside the plasma jet).
The atmospheric-pressure plasma is generated by different gas discharges
(high frequency [1], microwaves [2], direct current [3]). This is a cloud that
consists of electrons, ions, excited atoms, molecules and chemical radicals.
Despite the at times very short time period that the plasma acts on the surface, the surface energy of most materials is drastically increased. This modification of the surface becomes manifested in a strongly reduced contact angle of water, hence an increased hydrophily of the surface [4].
Normally, the increased water wettability leads to a better bonding of adhesives, compounds or melted thermoplasts. For example, in case of plasma activation of aluminum the treatment typically increases the surface energy from 19 mJ/m2 to 83 mJ/m2 [5].
How hot may cold plasma be?
In order to be able to treat the surface of thermally sensitive materials such as PP, PE or thin aluminum films the process must be “cold” to prevent damage to the sensitive surface.
However, a very good performance of the device is also absolutely necessary in order to achieve the surface activation with a high treatment
speed. In the process example, the composite sheet material is treated with
a speed of more than 10 m/s using plasma generators of the 1 kW performance class. The technology of choice for the economical generation of plasmas with a high power density is a high-voltage arc discharge which is blown out with the help of a gas flow from the discharge chamber through a nozzle into the free environment (Figure 1).
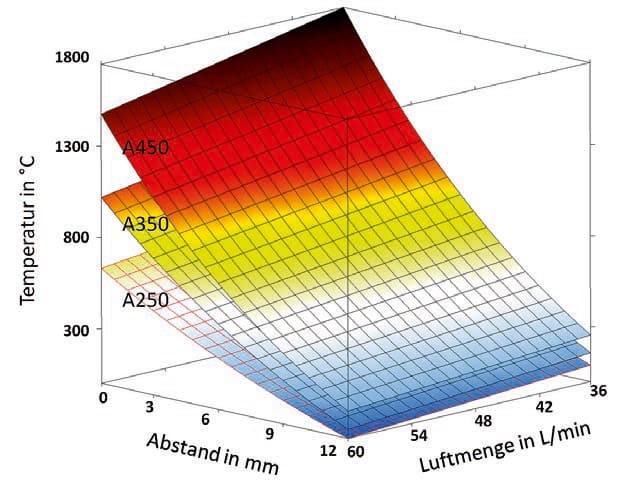
Figure 2 The static temperature inside the plasma flame of the plasma system (Plasmabrush PB3) for various nozzle attachments (A250, A350, A450) as a function of the distance from the nozzle opening and the air flow.
Figure 2 shows the temperatures that are statically measured inside the
plasma flame of a plasma generator (Plasmabrush PB3). At these temperatures all conventional plastic materials would not only melt but also thermally decompose. Thin aluminum film would be destroyed. But thanks to a high speed, the heat emitted by the plasma will distribute over a large area which results in a low thermal load of the wound material. The plastic base and the aluminum film will therefore not become damaged.
Appearances are deceptive
The atmospheric-pressure plasma looks like a small flame. But if you look at this flame with a high-speed camera you will see a single luminous filament. This is an arc that is generated between the internal electrode in the plasma generator supplied with high voltage and the outer edge of the nozzle opening. Such a filament can be seen in Figure 4.

Figure 3 Pulsed high-voltage source with 10m high-voltage cable and plasma generator Plasmabrush PB3. The communication of all output parameters takes place via CAN bus.
Thanks to the rotational movement of the plasma gas, the arc is forced to
move in a circle around the edge of the nozzle opening. Since this movement is very fast, we will see the arc simultaneously in several layers – visually they appear to us like a homogeneous flame (Figure 4a).
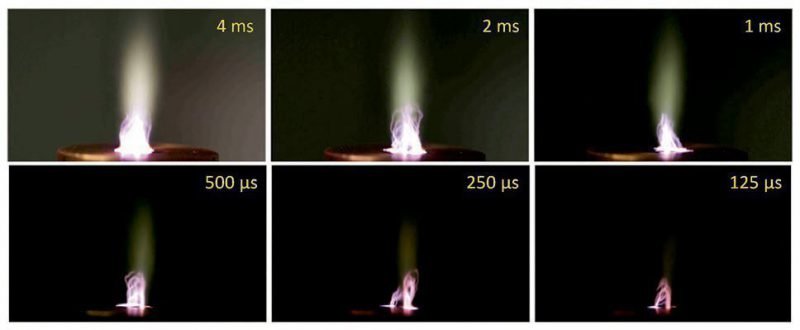
Figure 4: These short-time exposures of an arc at the exit of the nozzle show five discrete arcs at an exposure of 125 μs (f). In each subsequent picture the exposure time was doubled until the discrete arcs became a homogeneous flame (a).
Red hot
Depending on the distance between the nozzle opening and an electrically conducting surface, the plasma burns in two very different modes (Figure 5). If the distance is greater than 19 mm the substrate surface will be enveloped by a yellowish shimmering plasma cloud. During a movement such a plasma causes the surface to be activated over a gauge of 20 to 25 mm.
The thermal load of the substrate is then moderate due to the relatively large active surface. Even very thin films can be pre-treated this way with relatively low speeds under 1 m/s.
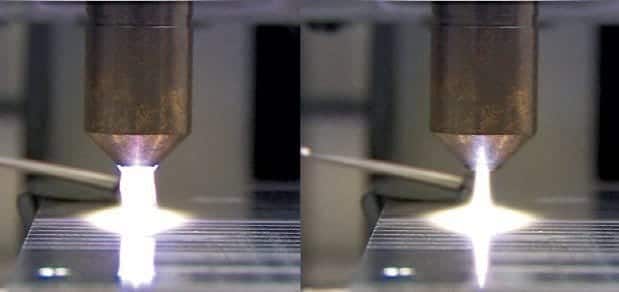
Figure 5: A plasma flame (Plasmabrush PB3) in the diffuse operating mode (left) compared with an arc transfer to a grounded metal surface (right).
If the distance is less than 16 mm the arcs will no longer end on the edge of the nozzle opening but will be transferred to the conductive surface. This operating mode is similar to the one known from the arc welding (Figure 5): An arc burns from a positively polarised electrode onto the workpiece and causes the so-called cathodic cleaning of the surface of the workpiece.
The high-voltage source PS2000 (Figure 3) can be used to inject a precisely controlled pulse train into the arcs. The mean power density in the plasma jet can be adjusted by varying the pulse energy and frequency.
The arcs migrating over the surface of an aluminum film have a very high
power density. With this kind of plasma treatment, the slowly moving film can be cut in the same way as if a welding torch is used. However, if the film moves with a speed of several meters per second – the smaller the nozzle distances the faster – the aluminum surface will remain intact.
During this process, the surface will be very efficiently activated and slightly roughened.
The optimum process
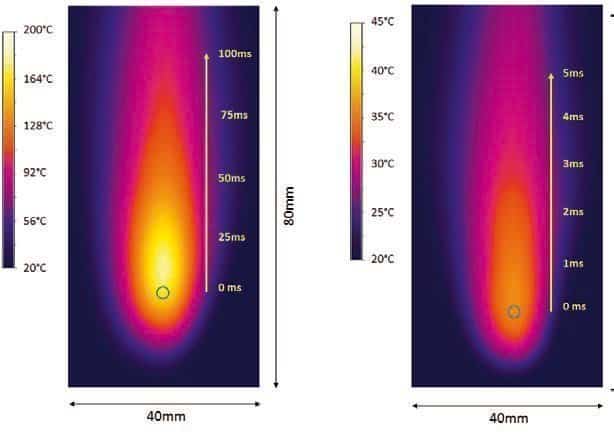
Figure 6: Dynamic response function of a sheet made of LDPE 10μm/100μm cardboard packaging moving below a plasma jet: In case of a slow process speed (left) the 10μm LDPE film will melt on the surface. The image section of the IR camera (40 x 80 mm2) records a time scale of approx. 100 ms in the direction of movement. In case of a high process speed the surface temperature will increase only by about 20 K. The image section of the IR camera (40 x 80 mm2) records a time scale of 5 ms in the direction of movement.
In order to optimise the dynamic process, the energy transfer and the heat
flow model must be well understood. A detailed semi-empirical model has
been developed which can accurately simulate the heat flow of layered material combinations at high speeds. This makes it possible to define each process in the run-up and to select the right combination of hardware and process parameters (Figure 6).
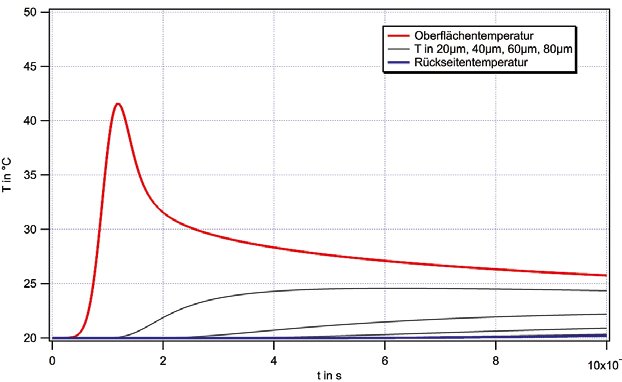
Bild 7: Transiente Temperaturverteilung eines LDPE-kaschierten Kartons
(Verbundmaterial 10μm/100μm) bei einer Hochgeschwindigkeitsanwendung
von 10m/s: Auf der Oberfläche wird eine Maximaltemperatur von 45°C nicht
überschritten. Der Benetzungswinkel mit wasserbasierter Druckfarbe sinkt von
>90° auf <30°, da die gesamte Energie an der Oberfläche umgesetzt wird. Die
Rückseite des Verbundes wird nur um wenige °C erwärmt.
Figures 7 and 8 show two typical applications for fast running sheet materials. In the first example, a PE laminated cardboard is to be activated in such a way that the plastic side of the surface can be printed on. The requirement was that the thin material is not thermally damaged while a maximum speed is ensured (Figure 7).
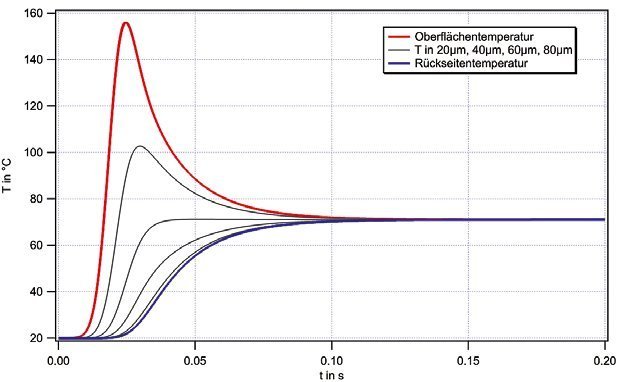
Bild 8: Transiente Temperaturverteilung eines LDPE-kaschierten Kartons (Verbundmaterial 10μm/100μm) bei einer Siegelanwendung: Bei 0.5m/s wird die 10 μm LDPE-Schicht wirkungsvoll aufgeschmolzen. Der Gesamtverbund wird so wenig belastet, dass kein Verfärbungsrisiko besteht
In the second case the identical plastic-laminated material was to be heated on the surface until the LDPE layer (Low-density polyethylene) melts and becomes sealable. In this case it should also be ensured that the composite is not thermally damaged (Figure 8).
Reliable technology
In order to ignite and maintain very long and thin arcs very short high-voltage pulses must be generated within short intervals.
The electronic high-voltage supply of the plasma system must be able to withstand sixty thousand shorts of a voltage of several kV per second. Such reliability for a compact design is to be attributed to a semi-conductor switch designed for high voltages and frequencies. Overall, the device is not only able to realise the process parameters from the central control computer but also to receive the most important process data and to send them to the “host” in order to ensure the quality. The very fail-safe and flexible CAN-Open interface is used for the data exchange [6].
Electrodes wear out
The cost effectiveness of a production line depends very much on the length of the service intervals. For this reason, the wear of wear components – in this case nozzles and electrodes – must absolutely be minimised. The service lives of the internal electrodes in the range of thousands of hours are satisfactory.
Unfortunately, a nozzle made of pure copper will lose approx. 10 mg of material per hour due to thermal erosion. After only hundreds of hours this will lead to the deformation of the nozzle and thus to changes in the orientation of the plasma flame. A thorough examination of numerous copper alloys made it possible to find a material that has an erosion rate of less than 0.2 mg/h. The means that the service life of a nozzle is 50 times longer compared to pure copper. A service life within the range of thousandsof hours is sufficient to guarantee a lowmaintenance 24/7 operation of the production line. In addition, an almost unlimited service life of the nozzle (several thousand hours) is achieved when operating
in the transferred arc mode.
Conclusion
Modern atmospheric-pressure plasma technology allows you to produce 1000 km of composite film each day for a high and consistent food packaging quality. This is achieved by the transferred arc which meets both high requirements: a high power density as well as a long service life. In order to find the ideal process parameters, calculations
and IR measurements were made in beforehand. That way it was possible to put together the most suitable hardware. Thanks to the innovative control and communication solutions for the high-voltage supply it is possible to achieve a precise fine adjustment and to record the process data of the entire plasma process in order to ensure the quality.
References:
[1] Selwyn et. al., Materials Processing Using an Atmospheric Pressure,RT-Generated Plasma source, Contrib. Plasma Phys. Vol. 6, Pages 610-619, 2001 [2] Moisan et. al., waveguide-based single and multiple nozzle plasma torches: the TIAGO concept, Plasma Sources Science and Technology Vol. 10, Pages 387-394, 2001 [3] Hunhardt, Generation of large-volume, atmospheric-pressure nonequi
librium plasmas, IEEE Tr. on Plasma Science, Vol. 28, Pages 189-, 2000 [4] Berg et. al., Wettability, Marcel Dekker, Inc., 1993 [5] Shin, Treatment of metal surface by atmospheric plasma jet, IEEE Transactions on Plasma Science, Vol. 34, P. 1241-1246 [6] Produktbroschüre Relyon Plasma
