


Plasma pre-treatment in marking printing of PTFE fabric
piezobrush® PZ3-i beta test report
A leading company in the development, production and distribution of tool solutions for surface finishing uses the new piezobrush® PZ3-i in combination with the KEYENCE MK-G1000SA continuous inkjet printer to mark PTFE fabrics safely and effectively. Pre-treatment with the compact plasma integration unit increases the surface energy of the fabric material in the print area. This makes it possible to achieve a clear and abrasion-resistant marking print of a DataMatrix code using continuous inkjet.
Test procedure
To check the effectiveness of the plasma pre-treatment, the PTFE fabric was placed and manually aligned on a conveyor belt with a predefined conveying speed. The plasma module was activated with the signal input of the optical sensor and the passing fabric was pretreated. Here, the Module Standard was rotated by 45° to the conveying direction in order to better adapt the effective treatment area to the printing area.
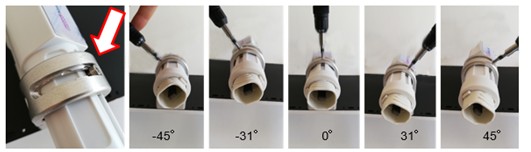
New feature: Angle of rotation amounts for the piezobrush® PZ3-i
The effective area was visualised using test ink, as shown in figure 3. Downstream, at a distance of about 120 mm, the fabric in the central effective area of the plasma was marked with an individual (numerically ascending) 12 mm wide Data Matrix Code (DMC for short) and the corresponding number using an inkjet. This marking was carried out using the KEYENCE MK-G1000SA continuous inkjet printer and the KEYENCE MK-13 ink type (highly adhesive black ink).
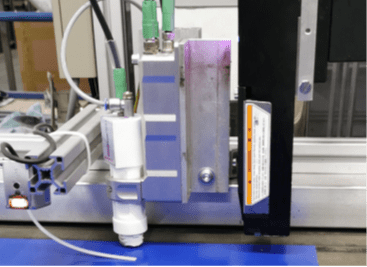
KEYENCE MK-G1000SA continuous inkjet printer

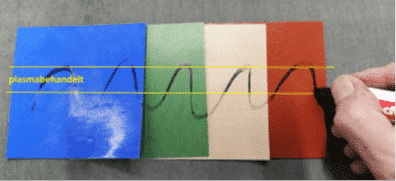
To validate the effectiveness of the plasma pre-treatment more precisely, a total of five different fabrics were tested. For all of them, the surface energy was less than 30 mN/m without pre-treatment and between 38 – 42 mN/m after plasma treatment. The validation of the surface energy was carried out using test inks.
In the following, the plasma-pretreated areas on the material samples are shown on the left and the untreated areas with applied test ink are shown on the right:

Results and discussion
Handling and experience report on the marking process:
The printing process of 1500 tissue samples could successfully be carried out in the beta test of the piezobrush® PZ3-i. The trigger signal for the further clocking of the code and start time of the plasma and printer unit was able to identify all tissue types without any further configuration being necessary.
The process speed was 35 mm/s, while the distance between substrate and piezobrush® PZ3-i module was 2 to 3 mm. Dry compressed air was used as the process gas, the inlet pressure here was set to 1.2 bar. This corresponds to a gas flow of 10 l/min. With a plasma power of 100% and a rotation angle of the module of 45° (see fig. 1 and 2), a treatment width of 15 mm could be achieved (see fig. 3 and 4).
Print results:
During the printing process, the plasma pre-treatment was absolutely necessary. Without increasing the surface energy to at least 38 mN/m, bonding of the printer ink was not possible. The printed image then appeared faded, was not abrasion-resistant and the DMC used could not be read.
The following illustration shows the print image without plasma pre-treatment in the upper half of the image and with pre-treatment in the lower half:

Conclusion
Only by using a plasma pre-treatment is it possible to reliably mark the examined PTFE fabrics by means of continuous inkjet printing. This can be easily integrated into the process sequence using the piezobrush® PZ3-i from relyon plasma. This ensures good readability of the printed DataMatrix code as well as its fatigue strength even under difficult conditions such as friction and temperature. Traceability and reliable processes in the subsequent process steps are thus ensured by pre-treatment with the piezobrush® PZ3-i in the marking print.
