


Plasma-Vorbehandlung beim Kennzeichnungsdruck von PTFE-Gewebe
Betatest-Bericht zum piezobrush® PZ3-i eines Testkunden
Ein führendes Unternehmen in Entwicklung, Produktion und Vertrieb von Werkzeuglösungen für die Oberflächenbearbeitung setzt den neuen piezobrush® PZ3-i in Verbindung mit dem KEYENCE MK-G1000SA Continuous-Inkjet-Drucker ein, um PTFE-Gewebe sicher und effektiv zu kennzeichnen. Durch die Vorbehandlung mit der kompakten Plasma-Integrationseinheit wird die Oberflächenenergie des Gewebematerials im Druckbereich erhöht. Dadurch kann ein klarer und abriebfester Kennzeichnungsdruck eines DataMatrix-Codes mittels Continuous-Inkjet erzielt werden.
Versuchsablauf
Zum Überprüfen der Wirksamkeit der Plasma-Vorbehandlung wurde das PTFE-Gewebe händisch ausgerichtet auf ein Förderband mit vordefinierter Fördergeschwindigkeit aufgelegt. Das Plasmamodul wurde mit dem Signaleingang des optischen Sensors aktiviert und das durchlaufende Gewebe vorbehandelt. Hierbei war das Modul Standard um 45° zur Förderrichtung gedreht, um den Wirkbereich besser an den Druckbereich anzupassen.
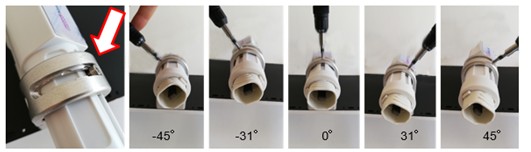
Neues Feature: Drehwinkelbeträge beim piezobrush® PZ3-i
Der Wirkbereich wurde hierbei mittels Testtinte visualisiert, wie in Abbildung 3 zu sehen ist. Nachgelagert wurde im Abstand von etwa 120 mm das Gewebe im zentralen Wirkbereich des Plasmas mit einem individuellen (nummerisch ansteigenden) 12 mm breiten DataMatrix-Code (kurz: DMC) und der dazugehörigen Nummer mittels Tintenstrahl gekennzeichnet. Diese Kennzeichnung wurde mit dem KEYENCE MK-G1000SA Continuous-Inkjet-Drucker und dem Tintentyp KEYENCE MK-13 (stark haftende schwarze Tinte) durchgeführt.
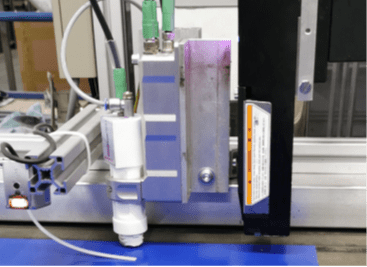
KEYENCE MK-G1000SA Continuous-Inkjet-Drucker

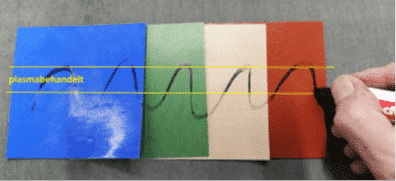
Zur präziseren Validierung der Wirksamkeit der Plasma-Vorbehandlung wurden insgesamt fünf verschiedene Gewebe-Varianten getestet. Bei allen lag die Oberflächenenergie ohne Vorbehandlung bei weniger als 30 mN/m und nach der Plasma-Behandlung zwischen 38 – 42 mN/m. Die Validierung der Oberflächenenergie wurde mittels Testtinten durchgeführt.
Nachfolgend sind jeweils links die plasma-vorbehandelten Bereiche auf den Materialproben und rechts die unbehandelten Bereiche mit aufgetragener Testtinte zu sehen:

Resultate und Diskussion
Handling und Erfahrungsbericht zum Beschriftungsvorgang:
Der Druckvorgang von 1500 Gewebeproben konnte im Betatest des piezobrush® PZ3-i erfolgreich durchgeführt werden. Das Trigger-Signal für die Weitertaktung des Codes und Startzeitpunkt der Plasma- und Drucker-Einheit konnte alle Gewebetypen ohne neue Konfiguration identifizieren.
Die Prozessgeschwindigkeit lag bei 35 mm/s, während der Abstand zwischen Substrat und piezobrush® PZ3-i Modul Standard 2 bis 3 mm betrug. Als Prozessgas wurde trockene Druckluft eingesetzt, der Vordruck war hier auf 1,2 bar eingestellt. Dies entspricht einem Gasfluss von 10 l/min. Mit einer Plasmaleistung von 100% und einem Drehwinkel des Moduls von 45° (s. Abb. 1 und 2) konnte so eine Behandlungsbreite von 15 mm erreicht werden (s. Abb. 3 und 4).
Druckergebnisse:
Beim Druckvorgang war die Plasmavorbehandlung unbedingt erforderlich. Ohne die Erhöhung der Oberflächenenergie auf mindestens 38 mN/m war eine Anbindung der Druckertinte nicht möglich. Das Druckbild wirkte dann verblasst, war nicht abriebfest und der verwendete DMC war nicht auslesbar.
Die nachfolgende Abbildung zeigt jeweils in der oberen Bildhälfte das Druckbild ohne Plasma-Vorbehandlung und unten mit Vorbehandlung:

Fazit
Nur unter Verwendung einer Plasmavorbehandlung ist das Beschriften der untersuchten PTFE-Gewebe mittels Continuous-Inkjet-Druck verlässlich möglich. Diese kann durch den piezobrush® PZ3-i der Firma relyon plasma einfach in den Prozessablauf integriert werden. So kann eine gute Lesbarkeit des aufgedruckten DataMatrix-Codes sowie dessen Dauerfestigkeit auch unter schwierigen Bedingungen wie Reibung und Temperatur gewährleistet werden. Nachverfolgbarkeit und sichere Abläufe in den Folgeprozessschritten werden so durch die Vorbehandlung mit dem piezobrush® PZ3-i im Kennzeichnungsdruck sichergestellt.
